Release time:2021-09-13
According to the structural characteristics and technical requirements of plastic parts, a pair of the first mock examination, one cavity and three plate injection molds are designed, which adopt point gate feeding, and solve the problem of multi-directional reverse mold demoulding through T-shaped block, inclined guide column and slider, slider built-in inclined push block and other composite core pulling mechanisms. The production practice shows that the mold structure design is reasonable, the core pulling mechanism is stable, the work is reliable, the installation is convenient, the space is small, the mold parts are easy to replace, the molding quality of the produced plastic parts is good, and good economic benefits have been achieved.
1、 Appearance requirements and structural analysis of plastic parts
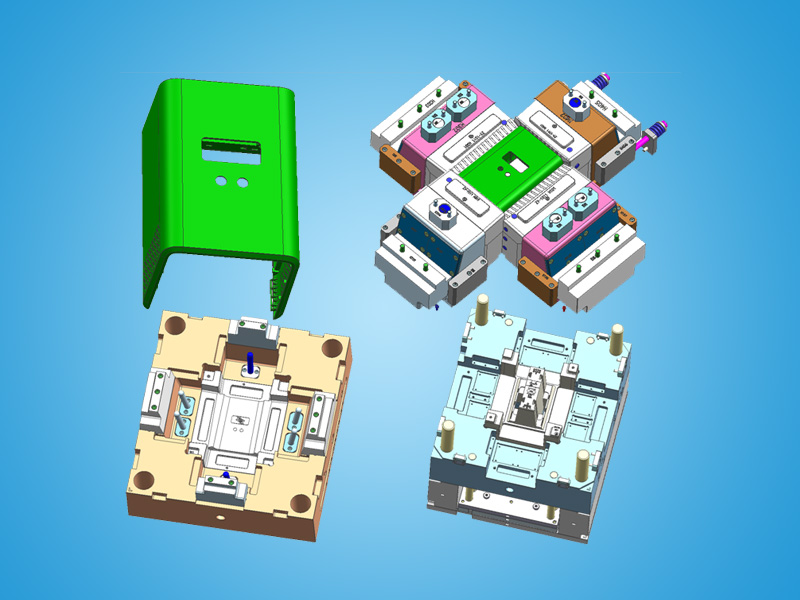
The shell of the vacuum cleaner is an assembly part, which requires high appearance and dimensional accuracy. When designing and manufacturing molds, the appearance and size of molded plastic parts must be guaranteed. The plastic part is made of ABS PC, which is an acrylonitrile butadiene styrene copolymer, a thermoplastic polymer material with high strength, good toughness and easy processing and molding; PC is a kind of polycarbonate plastic with high strength, wide working temperature range, high transparency, free dyeing and high fatigue resistance; ABS PC combines the excellent properties of two kinds of plastics and is widely used in household appliances, automotive interiors, communication equipment and lighting equipment. The forming temperature of ABS PC is 230~300 ℃, and the shrinkage is 0.5%.
The structural characteristics and technical requirements of plastic parts are as follows: ① the maximum overall dimension is 180mm × 120mm × 65mm; ② High appearance, no welding marks, shrinkage holes, spots and other defects are allowed; ③ Plastic parts are assembly parts with high dimensional accuracy; ④ Plastic parts have many undercuts, which increases the difficulty of mold design and manufacturing. Demoulding can be achieved only by installing an oblique pushing block in the slider.
2、 Mold structure analysis
According to the structure and output requirements of plastic parts, combined with the difficulty of mold processing, the mold adopts the layout of the first mock examination and one cavity. The inner surface of the plastic part is provided with reinforcing ribs and studs, which are formed by a dynamic mold. After opening the mold, the plastic parts remain in the moving mold; The outer surface is formed by a fixed mold without inserts and other assemblies, which can ensure the surface quality of plastic parts.
1. Design of molded parts
The core and cavity plate adopt a combined structure, and each part is processed separately to save manufacturing time. The core adopts die steel 718, which has superior mechanical properties and machinability, simple processing technology, and can prolong the service life of die parts. Sharp corners and sharp edges shall be avoided on the parting surface of formed parts to ensure reliable sealing. In order to facilitate processing and maintenance, the moving die is designed with multiple inserts, which are fixed by step positioning.
2. Pouring system design
Gate is the core of gating system, and its shape and position directly determine the molding quality of plastic parts. The mold is a the first mock examination one cavity structure, which adopts a single point gate and two-point feeding to shorten the mold filling time, ensure the completion of mold filling, and the temperature difference in the mold filling process is small. The advantage of point gate is that it does not affect the appearance of plastic parts. The condensate of the gating system can be automatically separated from the plastic parts when the mold is opened. The disadvantage is that it is not easy to process.
3. Core pulling mechanism design
Plastic parts have several reverse buckles in different directions, and both moving and fixed molds need to design core pulling mechanisms. The fixed mold adopts "T-shaped block pressing block and T-shaped block insert" core pulling, and the moving mold adopts "inclined guide column slider". The reverse buckle in the sliding direction of the slider adopts "oblique pushing block" core pulling, and the included angle between the oblique guide column and the mold opening direction is 18 °, with a diameter of φ 16mm, the inclined guide column and pressing block are fixed on the fixed formwork. When opening the formwork, the inclined guide column drives the slider to realize core pulling, and at the same time drives the inclined push block to disengage from the reverse buckle. When closing the mold, the pressing block acts on the sliding block to reset, and at the same time, it pushes the oblique pushing block to reset. The mold has multiple lateral core pulling mechanisms, with reasonable structure and safe, stable and reliable core pulling action.
4. Temperature control system design
In order to improve the cooling efficiency, the mold adopts the direct water path temperature control system, and the water path diameter φ 6mm, and the distance between cooling water paths is controlled at about 36mm. Among them, three groups of circulating water channels are designed at the fixed mold side and one group of circulating water channels is designed at the moving mold side. Since the molded part of the slider accounts for the majority of the area, the cooling water circuit should also be designed in the slider. The cooling circuit of the mold is crisscross, and the total cooling area reaches about 60% of the total area of the plastic parts. The temperature of each part of the mold is balanced, and the cooling is fast and sufficient, which improves the production efficiency of the mold.
3、 Mold workflow
The overall dimension of the mold is 450mm × 450mm × 516mm, the structure is divided into injection mold, pressure maintaining mold, cooling mold and molded mold. When opening the mold, the sliding block of the injection molding machine drives the moving mold, and the mold is first opened from the parting surface Pl1. At this time, the fixed formwork is separated from the stripper plate, the gate aggregate is automatically separated from the plastic part, and the T-shaped block is compressed by the T-shaped block. The stopper is separated from the plastic part, and the mold opening distance of the parting surface Pl1 is 10mm, which is controlled by the limit nail; Then the moving mold is opened from the parting surface pl2, the fixed mold base plate is separated from the stripper plate, the condensate of the gating system is separated from the water inlet and pull rod, and the condensate of the gating system falls and leaves; Open the mold from the parting surface PL3 and separate the dynamic and fixed mold. The slider is driven by the inclined guide column to realize core pulling, and the inclined push block is driven away from inversion. After the 30mm mold opening stroke is completed, the injection molding top rod pushes the push rod fixed plate and push plate, and the plastic parts are pushed out through the push rod to complete one-time injection molding. During mold closing, the sliding block of the injection molding machine drives the moving mold closing, the pressing block pushes the sliding block to reset, the oblique pushing block, the T-shaped block pressing block pushes the T-shaped block to reset, the reset rod pushes the push rod fixed plate and the push plate to reset, and all parts are reset. Then start the next injection molding.
4、 Conclusion
The T-shaped block pressing block insert core pulling mechanism is set in the fixed mold to solve the demoulding problem of the reverse buckle on the outer surface of the plastic part; The demoulding problem of multi-directional reverse buckle inside the plastic part can be solved by setting an inclined guide column slider in the moving die and setting an inclined push block core pulling mechanism in the slider. By controlling the mold opening sequence, the core pulling mechanism operates reasonably, works stably, and the molded plastic parts are of good quality.